JCT 940-2004 《玻璃纤维增强水泥(GRC)装饰制品》
2017-02-25
1 范围
本标准规定了玻璃纤维增强水泥 (GRC) 装饰制品的分类 、材料、技术要求、试验方法 、检验规则以 及标志 、堆放 、装卸 、运输与出厂。
本标准适用于以耐碱玻璃纤维为主要增强材料 、快硬硫铝酸盐水泥或硅酸盐水泥为胶凝材料 、彤、子 为集料制成的玻璃纤维增强水泥 (GRC) 装饰制品。
本标准不适用于以膨胀珍珠岩或膨胀垣石等为集料制成的轻质玻璃纤维增强水泥装饰制品。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为 本标准的条款。凡是注 日期的引用文件 ,其随后所有的 修改单 (不包括勘误的内容) 或修订版均不适用于本标准,然而 ,鼓励根据本标准达成协议的各方研究是 否可使用这些文件的最新版本 。凡是不注日期的引用文件 ,其最新版本适用于本标准。
GB 175 硅酸盐水泥、普通硅酸盐水泥
GB/ T 701 低碳钢热轧圆盘条
GB 4237 不锈钢热轧钢饭
GB 4356 不锈钢盘条
GB/T 70 19 纤维水泥制品试验方法
GB 8076 混凝土外加剂
GB/T 14684 建筑用砂
GB/T 14685 建筑用卵石 、碎石
GB/T 15231. 1 玻璃纤维增强水泥性能试验方法 体积密度 、含水率和玻璃纤维含量
GB/T 15231. 2 玻璃纤维增强水泥性能试验方法 抗压强度
GB/T 15231. 3 玻璃纤维增强水泥性能试验方法 抗弯性能 GB/T 15231. 4 玻璃纤维增强水泥性能试验方法 抗拉性能 GB/T 15231. 5 玻璃纤维增强水泥性能试验方法 抗冲击性能
JC /T 539 混凝土和砂浆用颜料及其试验方法
JC /T 572 耐碱玻璃纤维无捻粗纱
JC 7 14 快硬硫铝酸盐水泥
JC /T 841 耐碱玻璃纤维网格布
JGJ 63 混凝土拌合用水标准
3 分类
3. 1类型
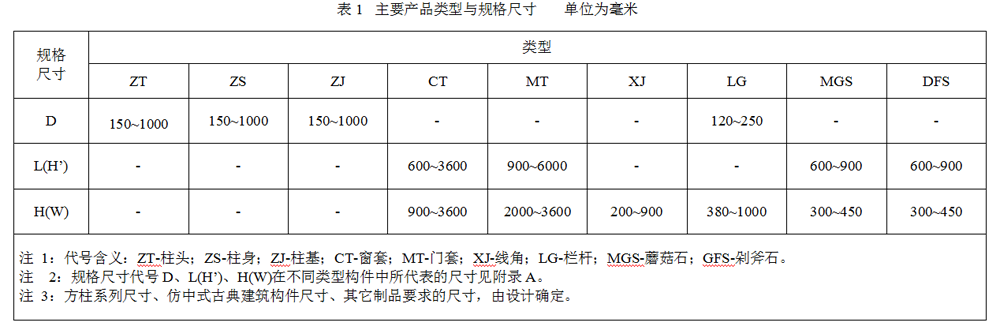
3. 1. 1 GRC 装饰制品根据用途分为:柱 、栏杆、扶手、门窗套、山花、支托、线脚、块石、窗板、透 窗、斗拱、筒瓦、瓦当、假山/雕塑等,主要产品类型与规格尺寸见表1。
3. 1. 2 根据制品的成型工艺分为 :喷射工艺 (PS) 、预混工艺 (YH) 、铺网抹浆工艺 (PW) 和混合工艺(HH)) 。
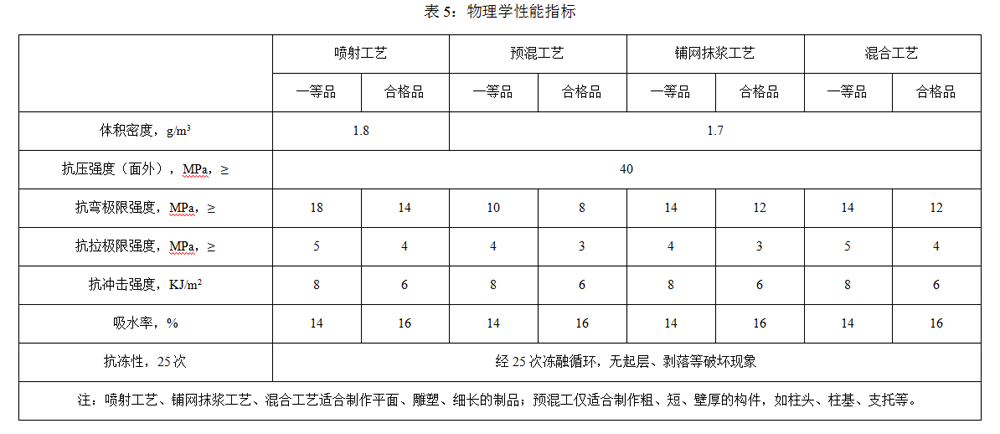
喷射工艺、铺网抹浆工艺 、混合工艺适合制作平面、薄壁、细长的制品:预混工艺仅适合制作短、粗、 壁厚的构件,如柱头 、柱基 、支托等。
3. 2 质量等级
根据制品材料的物理力学性能 ,装饰制品分为一等品 ((B) 与合格品(C) 。
3. 3 产品标记
按照产品的成型工艺 、规格、质量等级 、标准编号顺序标记 。
示例 :采用喷射工艺成型的直径 400mm、高度 3200mm的柱身合格品的标记为 :
PS GRC ZS400 ×3200 C JC/T 940-2004
4 材料
4. 1 玻璃纤维
耐碱玻璃纤维无捻粗纱 、耐碱玻璃纤维短切纱应符合JC/T 572的规定 :耐碱玻璃纤维网格布应符合
JC/T 841的规定。 4.2 水泥
快硬硫铝酸盐水泥应符合JC 714的规定。
硅酸盐水泥应符合GB175 的规定。采用硅酸盐水泥 时,必须掺入能吸收Ca (OH) 2 的消碱性材料或掺 入丙烯酸乳液 ,并采用氧化错含量不小于 16 % 的高耐碱玻璃纤维。
4. 3 集料
砂子的技术要求应符合GB/T 14684 的规定,其中砂子含泥量不得大于 1. 0 % ,喷射工艺用砂子的最
大粒径应小于1. 2 mm ,预混或铺网抹浆工艺用砂子的最大粒径应小于2. 4 mm, 0. 15 mm 以下颗粒的含量应 小于10 % ;制品的加强肋或填充空腔用混凝土中砂子的粒径不受此限制。
制品的加强肋或填充空腔用的混凝土 ,可采用卵石或碎石,技术要求应符合GB/T 14685 的规定,含 泥量不得大于 1% 。
4. 4 钢筋
低碳钢热轧圆盘条应符合GB/T 701的规定,不锈钢圆盘条应符合GB 4356 的规定。
4. 5 预埋件
应使用镀铮钢板 、不锈钢板 、镀铮钢筋和不绣钢圆盘条 ,镀辞钢板的厚度不得小于3 mm ,不锈钢板 的厚度不得小于2 mm ,预埋件数量和锚固件构造 由设计确定 。
4. 6 水
水应符合JGJ 63的规定。
4. 7 外加剂
4. 7. 1 可选择性地加入高效减水剂、塑化剂、缓凝剂、早强剂、防冻剂、防锈剂等外加剂:当制品中含有钢质增强材料或钢质预埋件时,不得使用氯化钙基的外加剂。
4. 7. 2 外加剂应符合 GB 8076 的规定。
4. 8 颜料
可使用粉状或液体状颜料,其质量应符合JC/T 539的规定。
4. 9 填料
可适当掺入开采天然石材或雕琢加工石材留下的石屑,其质量应符合4. 3条款的规定。
4. 10 合成纤维
可加入聚丙烯纤维、维纶纤维等,其质量应符合各相关标准的规定。
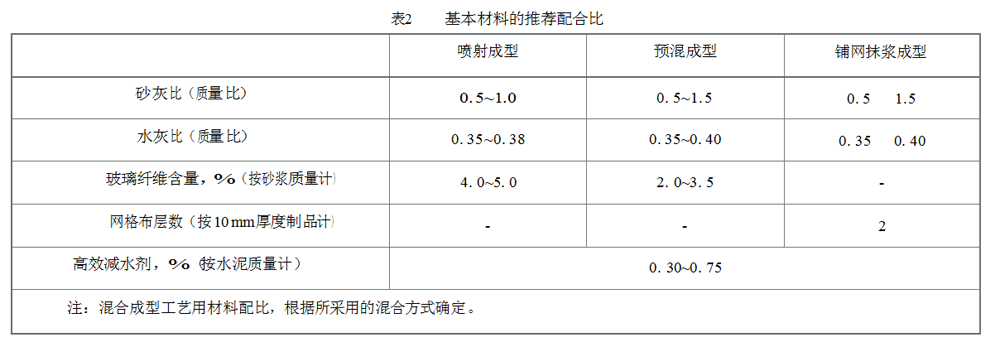
4. 1 1 基本材料配合比
基本材料的推荐配合比见表2。
5 技术要求
5. 1 制造
GRC装饰制品应按设计图纸制造。
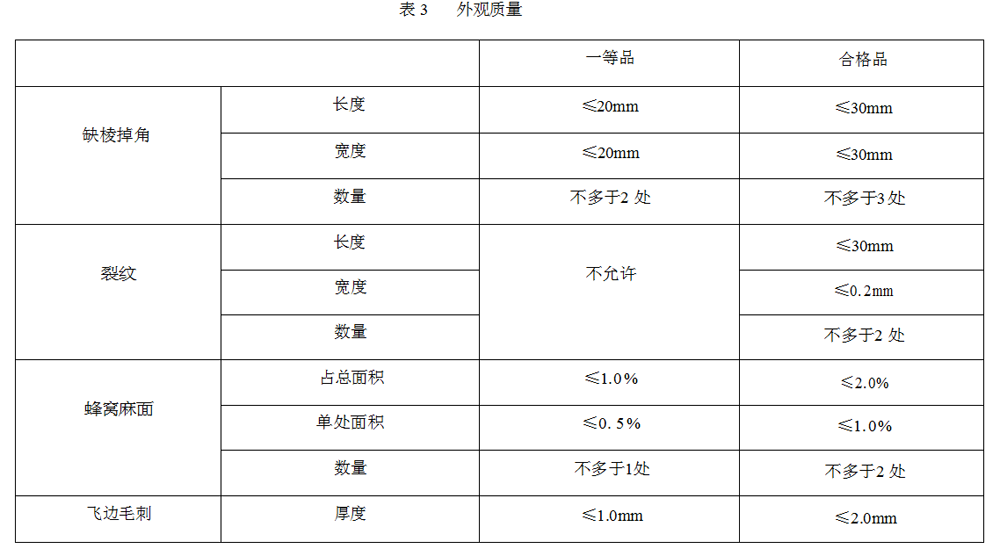
5. 2 外观质量
外观质量应符合表 3规定 。
6. 1 . 2 方法
测量制品的缺棱掉角 、裂纹 、蜂窝麻面等 。
6. 2 尺寸偏差
6. 2. 1 量具
卷尺,量程0~5 000 mm,分度值 11mm;钢直尺 ,量程0~300 mm,分度值1mm。
6. 2. 2 方法
分别测量制品的D 、L 、H值各三次 ,取其算术平均值与规定尺寸之间的差值为尺寸偏差。
6. 3 物理力学性能
6. 3. 1 体积密度
按GB/T 15231. 1规定试验 。
6. 3. 2 抗压强度
按GB/T 15231. 2规定试验 。
6. 3. 3 抗弯极限强度
按GB/T 15231. 3规定试验。
6. 3. 4 抗拉极限强度
按GB/T 15231. 4规定试验。
6. 3. 5 抗冲击强度
按GB/T 15231. 5规定试验。 6. 3. 6 吸水率
按GB/T 70 19规定试验 。
6. 3. 7 抗冻性
按GB/T 70 19规定试验 。
7 检验规则
7. 1 出厂检验
7. 1. 1 出厂检验项目
出厂检验项目包括外观质量 、尺寸偏差和抗弯极限强度。
7. 1 . 2 批量
由同种原材料用相 同工艺制成的制品组成同一受检批,每个批量为 500件制品,不足500件时,亦作为一个批量。
7. 1 . 3 判定
7. 1 . 3. 1 外观质量
逐件检验 ,超出表3规定时,判为不合格品。
7. 1 . 3. 2 尺寸偏差
从经过外观质量检验合格的制品中,随机抽取五件样品进行检验。全部符合表4规定时,判定批量 合格:若有两件或两件以上不符合表4规定,判定批量不合格:若有一件不符合表4规定时,应再抽取五 件样品进行复检,复检结果全部符合表4规定时 ,判定该批量产品合格,若仍有一件 不符合表4规定时, 则判该批量产品不合格。
7. 1 . 3. 3 物理力学性能
对于每一受检批,应采用同种原料和相同工艺制作抗弯极限强度检验用试件,按6. 3. 3规定试验, 符合表5规定时判该批产品合格,否则判该批产品不合格。
7. 1 . 4 总判定
在型式检验合格的条件下,出厂检验中外观质量 、尺寸偏差 、抗弯极限强度均符合标准相应等级规 定时,则判该批产品为相应等级产品。
7. 2 型式检验
7. 2. 1 检验条件有下列情况之一时,应进行型式检验 :
a) 新产品试制定型鉴定:
b) 产品结构、材料、工艺有较大改变时:
c) 长期停产再恢复生产时:
d) 出厂检验结果与上一 次型式检验结果有较大差异时:
e) 正常生产每年一次:
f) 国家或地方质监机构提出检验要求时 。
7. 2. 2 检验项目
表3、表4 、表5中规定的项 目。
7. 2. 3 抽样和检验
外观质量的抽样和检验按7. 1. 2和7. 1. 3. 1进行:尺寸偏差 的抽样和检验按7. 1. 3. 2进行:物理力学
性能检验技7. 1. 3. 3 进行。
7. 2. 4 判定
外观质量、尺寸偏差按7. 1. 3. 1、7. 1. 3. 2判定:物理力学性能全部符合表5规定时,判为 相应等级的产品。
8 标志、堆放 、装卸、运输、出厂
8. 1 标志
在制品明显位置固定标明生产单位、商标、产品标记 、生产日期以及 “严禁碰撞” 等字样的标志。
8. 2 堆放
按规格型号分类堆放 ,堆放场地应平整 、干燥、通风,堆放高度不应超过2 m,堆放层数不应超过
四层。
8. 3 装卸、运输
装卸及搬运制品时,必须轻装轻放 ,严禁抛掷。运输时应固定牢靠,防止晃动,必要时在制品间用 草垫隔开,制品放置不得超出车厢长度。
8. 4 出厂
制品出厂应提交出厂证明书,其内容包括: a) 产品标记及数量:
b) 出厂检验结果:
c) 生产 日期及出厂 日期: d) 生产单位名称及商标: e) 生产单位质检部门签章。
附 录 A
(资料性附录)
规格尺寸代号 D 、L (H’) 、H (W) 在不同类型构件中所代表的尺寸
规格尺寸代号D、L (H’) 、H (W)在不同类型构件中所代表 的尺寸如图5 。
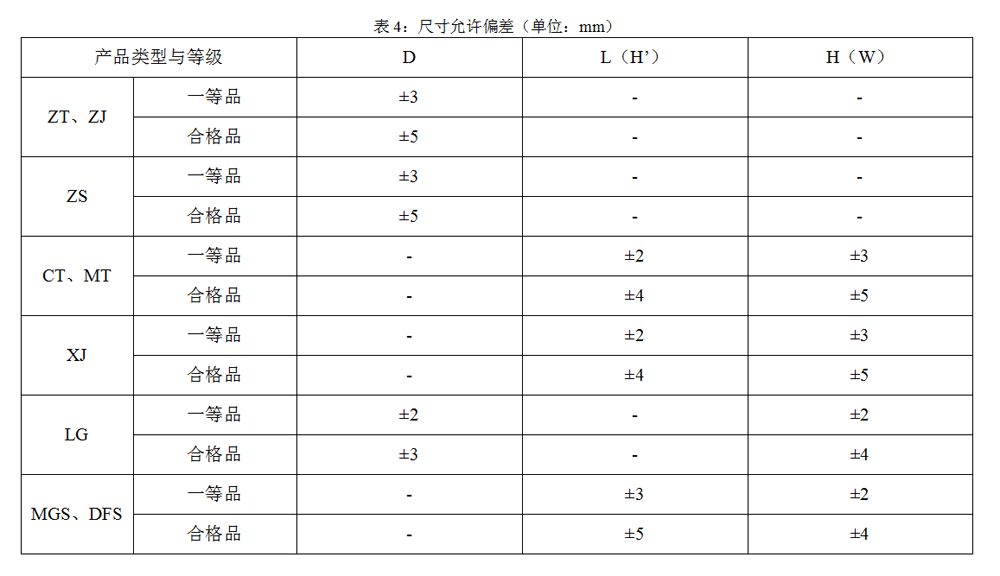
5. 3尺寸允许偏差
尺寸允许偏差不得超过表4中的规定。
5. 4 物理力学性能 物理力学性能应符合表5规定。
6 试验方法
采用快硬硫铝酸盐水泥时,试件的龄期应大于3d:采用硅酸盐水泥时,试件的龄期应大于28d。
6. 1 外观质量
6. 1. 1 量具
钢直尺 ,量程0~300 mm,分度值1mm:游标卡尺,量程0~200 mm,精度0. 02 mm :塞尺,量程0. 01mm~
10 mm 。



